
 പതനം
പതനം പതനം
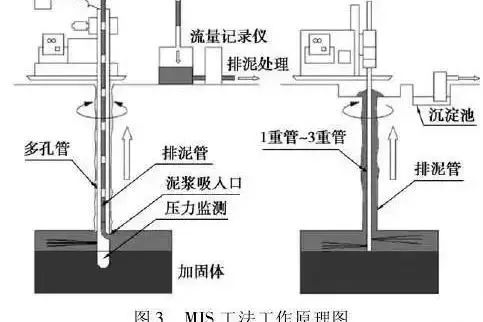
പതനംഎംജെഎസ് രീതി കൂമ്പാരം. നിലവിൽ ഇത് കൂടുതലും ഉപയോഗിക്കാനാണ്, അത് കൂടുതലും ഉപയോഗിക്കാനാണ്, ചോർച്ചയും ഫ Foundation ണ്ടേഷൻ ചുട്ടെടുക്കുന്ന പ്രശ്നങ്ങളും നനവ് നിർത്തുന്ന തിരശ്ശീല നിലനിർത്തുന്നു, കൂടാതെ ബേസ്മെന്റ് ഘടനയുടെ പുറം ഭിന്നത്തിൽ വെള്ളം ചെടിയുടെ ചികിത്സയും. അദ്വിതീയ പോസുകളുടെ പൈപ്പുകളും ഫ്രണ്ട് എൻഡ് നിർബന്ധിത സ്ലറി സക്ഷൻ ഉപകരണങ്ങളുടെയും ഉപയോഗം, നിർബന്ധിത സ്ലറി ഡിസ്ചാർജ്, നിർബന്ധിത സ്ലറി ഡിസ്ചാർജ് എന്നിവയെ നിർബന്ധിതമായി നിയന്ത്രിതമാണ്, അത് നിർമ്മാണ സമയത്ത് ഉപരിതല രൂപഭേദം കുറയ്ക്കുകയും പരിസ്ഥിതിയുടെ സ്വാധീനം കുറയ്ക്കുകയും ചെയ്യുന്നു. തറയിൽ വ്യാപ്തിയും കൂമ്പാര വ്യാസത്തിനും കൂടുതൽ ഉറപ്പുനൽകുന്നു.
പ്രീ-നിയന്ത്രണം
മുതൽMJs കൂമ്പാരംനിർമ്മാണ സാങ്കേതികവിദ്യ താരതമ്യേന സങ്കീർണ്ണവും മറ്റ് ഗ്രൗണ്ടിംഗ് രീതികളേക്കാൾ സങ്കീർണ്ണവുമാണ്, നിർമ്മാണ പ്രക്രിയയ്ക്കിടെ ഡിസൈൻ ആവശ്യകതകൾ കർശനമായി പാലിക്കേണ്ടത് ആവശ്യമാണ്, കർശനമായി പ്രവർത്തിക്കുന്നത്, നിർമ്മാണ നിലവാരം ഉറപ്പാക്കുന്നതിന് അനുബന്ധ ഓപ്പറേറ്റിംഗ് നടപടിക്രമങ്ങൾ പാലിക്കുകയും ചെയ്യുക.
തുരിഞ്ഞ റിഗ് നിലവിലുണ്ട്, ചിതയുടെ സ്ഥാനം നന്നായി നിയന്ത്രിക്കണം. സാധാരണയായി, ഡിസൈൻ സ്ഥാനത്ത് നിന്നുള്ള വ്യതിയാനം 50 മില്ലിയി കവിയരുത്, ലംബമായി വ്യതിയാനം 1/200 കവിയാൻ പാടില്ല.
Formal പചാരിക നിർമ്മാണത്തിന് മുമ്പ്, ഉയർന്ന മർദ്ദമുള്ള വെള്ളത്തിന്റെ സമ്മർദ്ദവും പ്രവാഹവും, ഉയർന്ന സമ്മർദ്ദമുള്ള പ്രവാഹവും എയർ കംപ്രസ്സറും ഇഞ്ചക്ഷൻ പ്രക്രിയയ്ക്കിടെ, ഇഞ്ചക്ഷൻ പ്രക്രിയയിൽ ഗ്രൗണ്ടിംഗ് നടത്തത്തിന്റെ അവസാന ദ്വാരം, അന്തിമ ദ്വാര വ്യവസ്ഥകൾ എന്നിവ ട്രയൽ കൂമ്പാരങ്ങളിലൂടെ നിർണ്ണയിക്കപ്പെടുന്നു. Out പചാരിക നിർമ്മാണ സമയത്ത്, യാന്ത്രിക ട്രാക്കിംഗിനും നിയന്ത്രണത്തിനും കേന്ദ്രീകൃത മാനേജ്മെന്റ് കൺസോൾ ഉപയോഗിക്കാം. സൈറ്റിലെ വിവിധ നിർമ്മാണ രേഖകളുടെ വിശദമായ രേഖകൾ നടത്തുക, ഇനിപ്പറയുന്നവയുൾപ്പെടെ: ഡ്രിയാൻ, ഡ്രിപ്പ്, തടസ്സങ്ങൾ എന്നിവ, തകരുന്നത്, സ്ലറി ഇഞ്ചക്ഷൻ, സ്ലറി റിട്ടേൺ തുടങ്ങിയവ. അതേസമയം, നിർമ്മാണ രേഖകൾ കൃത്യസമയത്ത് തരംതിരിക്കേണ്ടതുണ്ട്, മാത്രമല്ല കാലതാമസം കൈകാര്യം ചെയ്യുകയും വേണം.
ഡ്രിൽ വടി വേർപെടുത്തുകയോ ചില കാരണങ്ങളാൽ ദരിദ്ര വടി വേർപെടുത്തുകയോ അല്ലെങ്കിൽ മുകളിലും താഴെയുമുള്ള പവിത്രങ്ങളുടെ ഓവർലാപ്പ് ദൈർഘ്യം സാധാരണ കുത്തിവയ്പ്പ് പുനരാരംഭിക്കുമ്പോൾ സാധാരണയായി 100 മില്ലിമീറ്ററിൽ കുറവല്ല.
നിർമ്മാണ സമയത്ത് ഉപകരണ പരാജയങ്ങൾ കുറയ്ക്കുന്നതിന് നിർമ്മാണത്തിന് മുമ്പ് നിർമ്മാണത്തിന് മുമ്പ് നിർമ്മാണത്തിന് മുമ്പായി നിലനിർത്തുക. ഉപകരണങ്ങളുടെ പ്രകടനവും പ്രവർത്തന പോയിന്റുകളും ഉപയോഗിച്ച് മെഷീൻ ഓപ്പറേറ്റർമാർക്ക് മുൻകൂട്ടി നിർമാണ പരിശീലനം നടത്തുക. നിർമ്മാണ സമയത്ത്, ഉപകരണങ്ങളുടെ പ്രവർത്തനത്തിന് ഒരു സമർപ്പിത വ്യക്തി ഉത്തരവാദിയാണ്.
നിർമ്മാണത്തിന് മുമ്പ് പരിശോധന
നിർമ്മാണം, അസംസ്കൃത വസ്തുക്കൾ, യന്ത്രങ്ങൾ, ഉപകരണങ്ങൾ, സ്പ്രേയിംഗ് പ്രക്രിയ എന്നിവ പരിശോധിക്കുന്നതിന് മുമ്പ്, പ്രധാനമായും ഇനിപ്പറയുന്ന വശങ്ങളിൽ ഇനിപ്പറയുന്നവ പരിശോധിക്കണം:
1 ക്വാളിറ്റി സർട്ടിഫിക്കറ്റുകളും സാക്ഷി പരിശോധനകളും (സിമൻറ് ഉൾപ്പെടെ) (സിമൻറ് ഉൾപ്പെടെ), മിക്സിംഗ് വെള്ളം അനുബന്ധ നിയന്ത്രണങ്ങൾ പാലിക്കണം;
പദ്ധതിയുടെ യഥാർത്ഥ മണ്ണിന്റെ അവസ്ഥയ്ക്ക് സ്ലറി മിക്സ് അനുപാതം അനുയോജ്യമാണോ?
3 യന്ത്രസാമഗ്രികളും ഉപകരണങ്ങളും സാധാരണമാണെങ്കിലും. നിർമ്മാണത്തിന് മുമ്പ്, എംജെകൾ ഓൾ-റൗണ്ട് ഉയർന്ന മർദ്ദമുള്ള റോട്ടറി ജെറ്റ് ഉപകരണങ്ങൾ, ദ്വാരപരമായ ഡ്രില്ലിംഗ് റിഗ്, മർദ്ദം ചെളി തുടങ്ങിയവർ, വാട്ടർ പമ്പ് വടി, വാട്ടർ പമ്പ്, ഗൈഡ് ഉപകരണം തടസ്സപ്പെടുത്തേണ്ടതാക്കണം;
4 സ്പ്രേ പ്രക്രിയ സന്തോഷകരമായ അവസ്ഥകൾക്ക് അനുയോജ്യമാണോ എന്ന് പരിശോധിക്കുക. നിർമ്മാണത്തിന് മുമ്പ്, പ്രോസസ്സ് ടെസ്റ്റ് സ്പ്രേയും നടത്തണം. ടെസ്റ്റ് സ്പ്രേയുടെ യഥാർത്ഥ കൂമ്പാര സ്ഥാനത്ത് നടത്തണം. ടെസ്റ്റ് സ്പ്രേയിംഗ് ചിതയുടെ ദ്വാരങ്ങളുടെ എണ്ണം 2 ദ്വാരങ്ങളിൽ കുറവായിരിക്കരുത്. ആവശ്യമെങ്കിൽ, സ്പ്രേ പ്രക്രിയ പാരാമീറ്ററുകൾ ക്രമീകരിക്കുക.
നിർമ്മാണത്തിന് മുമ്പ്, ഡിസൈൻ ആവശ്യകതകൾ നിറവേറ്റുന്നതിനും സ്പ്രേയിംഗ്, സ്പ്രേകൾ എന്നിവ ഉറപ്പുവരുത്തുന്നതിനായി ഭൂഗർഭ തടസ്സങ്ങൾ ഒരേപോലെ പരിശോധിക്കണം.
6-ാം സ്ഥാനത്തിന്റെ കൃത്യതയും സംവേദനക്ഷമതയും നിർമ്മാണത്തിന് മുമ്പായി പ്രഷർ ഗേജ്, ഫ്ലോ മീറ്റർ എന്നിവ പരിശോധിക്കുക.
ഇൻ-പ്രോസസ്സ് നിയന്ത്രണം

നിർമ്മാണ പ്രക്രിയയ്ക്കിടെ, ഇനിപ്പറയുന്നവയിലേക്ക് ശ്രദ്ധിക്കണം:
1 ഡ്രിപ്പ് വടി, ഡ്രില്ലിംഗ് വേഗത, ഡ്രില്ലിംഗ് ഡെപ്ത്, ഡേവിംഗ് വേഗത, കൂമ്പാര ടെസ്റ്റ് റിപ്പോർട്ടിന്റെ ആവശ്യകതകളുമായി പൊരുത്തപ്പെടുന്നതിന് സ്ഥിരത പുലർത്തുന്നുണ്ടോയെന്ന് പരിശോധിക്കുക;
2 സിമന്റ് സ്ലറി മിക്സ് അനുപാതവും വിവിധ വസ്തുക്കളുടെയും ആക്ഷേപങ്ങളുടെയും അളവിൽ പരിശോധിക്കുക, ഇഞ്ചക്ഷൻ ഗ്ര out ട്ടിംഗിനിടെ കുത്തിവയ്പ്പ് പ്രസവത്, ഇഞ്ചക്ഷൻ സ്പീഡ്, ഇഞ്ചക്ഷൻ വോളിയം എന്നിവ സത്യസന്ധമായി രേഖപ്പെടുത്തുക;
3 നിർമ്മാണ രേഖകൾ പൂർത്തിയായിട്ടുണ്ടോ എന്ന്. നിർമ്മാണ രേഖകൾ ഓരോ 1 മീറ്ററിലും അല്ലെങ്കിൽ മണ്ണിന്റെ പാളി ജംഗ്ഷനിൽ അല്ലെങ്കിൽ മണ്ണിന്റെ പാളി ജംഗ്ഷനിൽ രേഖപ്പെടുത്തിയിരിക്കണം, മാത്രമല്ല ഇമേജ് ഡാറ്റ നൽകുകയും ചെയ്യുക.
പോസ്റ്റ് നിയന്ത്രണം

നിർമ്മാണം പൂർത്തിയായ ശേഷം, ശക്തിപ്പെടുത്തുന്ന മണ്ണ് പരിശോധിക്കണം, ഇത് ഉൾപ്പെടെ: ഏകീകൃത മണ്ണിന്റെ സമഗ്രതയും ആകർഷകത്വവും; ഏകീകൃത മണ്ണിന്റെ ഫലപ്രദമായ വ്യാസം; ഏകീകൃത മണ്ണിന്റെ കരുത്ത്, ശരാശരി വ്യാസവും പൈല കേന്ദ്ര സ്ഥാനവും; ഏകീകൃത മണ്ണിന്റെ മണ്ണിൽ, മുതലായവ.
1 ഗുണനിലവാരമുള്ള പരിശോധന സമയവും ഉള്ളടക്കവും
സിമൻറ് മണ്ണ് ദൃ soliti നിശ്ചയത്തിന് ഒരു നിശ്ചിത സമയം ആവശ്യമാണ്, സാധാരണയായി 28 ദിവസത്തിൽ കൂടുതൽ, പ്രത്യേക ആവശ്യകതകൾ രൂപകൽപ്പന രേഖകളെ അടിസ്ഥാനമാക്കിയുള്ളതായിരിക്കണം. അതിനാൽ, ഗുണനിലവാരത്തിന്റെ പരിശോധനഎംജെഎസ് സ്പ്രേ ചെയ്യുന്നുഎംജെകൾ ഉയർന്ന മർദ്ദം ജെറ്റ് ഗ്ര out ട്ടിംഗ് പൂർത്തിയായ ശേഷം നിർമ്മാണം നടത്തണം, ഡിസൈനിലെ നിർദ്ദിഷ്ട സമയത്ത് യുഗം എത്തി.
2 ഗുണനിലവാരമുള്ള പരിശോധന അളവും സ്ഥാനവും
നിർമ്മാണ സ്പ്രേ ചെയ്യുന്ന ദ്വാരങ്ങളുടെ എണ്ണത്തിന്റെ എണ്ണം ഒരു പരിശോധന പോയിന്റുകളുടെ എണ്ണം 1% മുതൽ 2% വരെയാണ്. 20 ദ്വാരങ്ങളിൽ താഴെയുള്ള പ്രോജക്റ്റുകൾക്കായി, കുറഞ്ഞത് ഒരു പോയിന്റും പരിശോധിക്കണം, പരാജയപ്പെടുന്നവർ വീണ്ടും തളിക്കണം. ഇനിപ്പറയുന്ന സ്ഥലങ്ങളിൽ പരിശോധന പോയിന്റുകൾ ക്രമീകരിക്കണം: വലിയ ലോഡ്, കൂമ്പാരത്തിലുള്ള സ്ഥലങ്ങൾ, നിർമ്മാണ സമയത്ത് അസാധാരണമായ അവസ്ഥകൾ ഉണ്ടാകുന്ന സ്ഥലങ്ങൾ എന്നിവ ക്രമീകരിക്കണം.
3 പരിശോധന രീതികൾ
ജെറ്റ് ഗ്ര out ട്ടിംഗ് കൂമ്പാരങ്ങളുടെ പരിശോധന പ്രധാനമായും മെക്കാനിക്കൽ പ്രോപ്പർട്ടി പരിശോധനയാണ്. സാധാരണയായി, സിമൻറ് മണ്ണിന്റെ കംപ്രസ്സീവ് കരുത്ത് സൂചിക കണക്കാക്കപ്പെടുന്നു. ഡ്രില്ലിംഗ്, കോറിംഗ് രീതി എന്നിവയാണ് സാമ്പിൾ ലഭിക്കുന്നത്, അത് ഒരു സ്റ്റാൻഡേർഡ് ടെസ്റ്റ് പീസായി നിർമ്മിക്കുന്നു. സിമൻറ് മണ്ണിന്റെയും അതിന്റെ മെക്കാനിക്കൽ ഗുണങ്ങളുടെയും ആകർഷകത്വം പരിശോധിക്കുന്നതിനായി ഇൻഡോർ ഫിസിക്കൽ, മെക്കാനിക്കൽ പ്രോപ്പർട്ടി പരിശോധന നടത്തുന്നു.
പോസ്റ്റ് സമയം: മെയ് -22-2024