
 한국어
한국어 中文
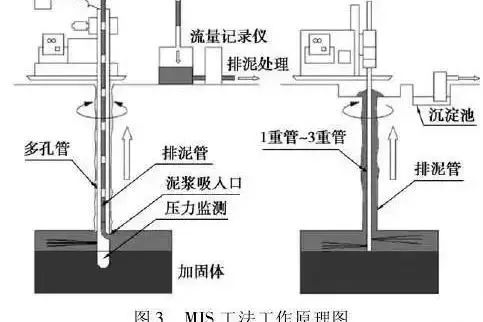
中文מאָדס מעטאָד הויפן(מעטראָ שפּריץ סיסטעם), אויך באקאנט ווי אַלע-קייַלעכיק הויך דרוק דזשעטינג אופֿן, איז געווען ערידזשנאַלי דעוועלאָפּעד צו סאָלווע די פרום פּראָבלעמס פון סלערי אָפּזאָגן און ינווייראַנמענאַל פּראַל אין דעם פּראָצעס פון האָריזאָנטאַל דריי-שפּריץ. עס איז דערווייַל מערסטנס געניצט פֿאַר יסוד באַהאַנדלונג, באַהאַנדלונג פון ליקאַדזש און קוואַליטעט פּראָבלעמס פון יסוד גרוב ריטיינינג וואַסער-סטאָפּפּינג פאָרהאַנג, און באַהאַנדלונג פון וואַסער רינעכץ אויף די יקסטיריער וואַנט פון קעלער סטרוקטור. רעכט צו דער יינציק פּאָרעז פּייפּס און פראָנט-סוף געצווונגען סלערי סאַקשאַן דעוויסעס, וואָס ראַדוסאַז די מעגלעכקייט פון ייבערפלאַך פון ייבערפלאַך דיפאָרמיישאַן פון די געצווונגען און זייער ראַדוסאַז די פּראַל אויף די סוויווע. די רעדוקציע אין ערד דרוק אויך נאָך געראַנטיז די דיאַמעטער פון די הויפן.
פאַר-קאָנטראָל
זינט דימאָדס הויפןקאַנסטראַקשאַן טעכנאָלאָגיע איז לעפיערעך קאָמפּליצירט און מער שווער ווי אנדערע גראָוטינג מעטהאָדס, עס איז נייטיק צו שטרענג נאָכפאָלגן די פּלאַן באדערפענישן בעשאַס די קאַנסטראַקשאַן פּראָצעס בעשאַס די קאַנסטראַקשאַן פּראָצעס בעשאַס די קאַנסטראַקשאַן פּראָצעס בעשאַס די קאַנסטראַקשאַן פּראָצעס, טאָן אַ גוטע אַרבעט פון קאָראַספּאַנדינג טעכניש און זיכערקייַט בריפינג און זיכערקייַט בריפינג, און זיכערקייַט בריפינג און זיכערקייַט פון טעכניש און זיכערקייַט.
די דרילינג ריג איז אין פּלאַץ, די הויפן שטעלע זאָל זיין קאַנטראָולד געזונט. אין אַלגעמיין, די דיווייישאַן פון דער פּלאַן איז נישט יקסיד 50 מם, און די ווערטיקאַל דיווייישאַן זאָל נישט יקסיד 1/200.
איידער די פאָרמאַל קאַנסטראַקשאַן, דרוק און לויפן פון הויך-דרוק וואַסער אַנטי-דרוק גראָוטינג פּאָמפּע און לופט קאַמפּרעסער, און די ליפטינג גיכקייַט, גראָוטינג באַנד, און די ליטשט גיכקייַט, גראָוטינג באַנד בעשאַס די כאַנדאַלעפּשאַן פּראָצעס איז באשלאסן דורך פּראָצעס. בעשאַס די פאָרמאַל קאַנסטראַקשאַן, די סענטראַלייזד פאַרוואַלטונג קאַנסאָול קענען ווערן געניצט פֿאַר אָטאַמאַטיק טראַקינג און קאָנטראָל. מאַכן דיטיילד רעקאָרדס פון פאַרשידן קאַנסטראַקשאַן רעקאָרדס אויף פּלאַץ, אַרייַנגערעכנט: דרילינג יצר, דרילינג טיפקייַט, דרילינג מניעות, דריקן די אַרבעט פּאַראַמעטערס בעשאַס סלערי ינדזשעקשאַן, עטק. אין דער זעלביקער צייט, די קאַנסטראַקשאַן רעקאָרדס זאָל זיין אויסגעשטעלט אין צייט, און פּראָבלעמס זאָל זיין רעפּאָרטעד און כאַנדאַלד אין צייט.
אין סדר צו ענשור אַז עס איז קיין הויפן ברייקידזש ווען די בויער רוט איז דיסאַסעמבאַלד אָדער די אַרבעט איז ינטעראַפּטיד פֿאַר עטלעכע סיבות, די אָוווערלאַפּ לענג פון דער אויבערשטער און נידעריקער מערידן איז בכלל נישט ווייניקער ווי 100 מם ווען די נאָרמאַל ינדזשעקשאַן איז בכלל 100 מם.
טייַנען די קאַנסטראַקשאַן מאַשינערי איידער קאַנסטראַקשאַן צו מינאַמייז די קוואַליטעט פּראָבלעמס געפֿירט דורך ויסריכט דורכפאַל בעשאַס די קאַנסטראַקשאַן. אָנפירן פאַר - קאַנסטראַקשאַן טריינינג פֿאַר מאַשין אָפּערייטערז צו באַקענען זיי מיט דער פאָרשטעלונג און אָפּעראַציע פונקטן פון די עקוויפּמענט. בעשאַס קאַנסטראַקשאַן, אַ דעדאַקייטאַד מענטש איז פאַראַנטוואָרטלעך פֿאַר די אָפּעראַציע פון די עקוויפּמענט.
דורכקוק איידער קאַנסטראַקשאַן
איידער קאַנסטראַקשאַן, רוי מאַטעריאַלס, מאַשינערי און עקוויפּמענט, און ספּרייינג פּראָצעס זאָל זיין ינספּעקטיד, דער הויפּט אין די פאלגענדע אַספּעקץ:
1 קוואַליטעט סערטיפיקאַץ און עדות פּרובירן ריפּאָרץ פון פאַרשידן רוי מאַטעריאַלס (אַרייַנגערעכנט צעמענט, אאז"ו ו), מיקסינג וואַסער זאָל טרעפן די קאָראַספּאַנדינג רעגיאַליישאַנז;
2 צי די סלערי מישן פאַרהעלטעניש איז פּאַסיק פֿאַר די פאַקטיש באָדן טנאָים פון די פּרויעקט;
3 צי די מאַשינערי און עקוויפּמענט זענען נאָרמאַל. איידער קאַנסטראַקשאַן, די מדזשס אַלע-קייַלעכיק הויך-דרוק דריי-טעטי ויסריכט, לאָך דרילינג ריג, הויך-דרוק בלאָטע פּאָמפּע, און די בויער רוט זאָל זיין אַנאַבסטראַקטיד;
4 קאָנטראָלירן צי די ספּרייינג פּראָצעס איז פּאַסיק פֿאַר דזשיאַלאַדזשיקאַל טנאָים. איידער קאַנסטראַקשאַן, דער פּראָצעס פּרובירן ספּרייינג זאָל אויך זיין געפירט אויס. די פּראָבע ספּרייינג זאָל זיין געפירט אויס אין דער אָריגינעל הויפן שטעלע. די נומער פון פּרובירן ספּרייינג הויפן זאָל נישט זיין ווייניקער ווי 2 האָלעס. אויב נייטיק, סטרויערן די ספּרייינג פּראָצעס פּאַראַמעטערס.
5 איידער קאַנסטראַקשאַן, די ונטערערד מניעות זאָל זיין יונאַפאָרמלי אָפּגעשטעלט צו ענשור אַז די דרילינג און ספּרייינג טרעפן די פּלאַן באדערפענישן.
6 קוק די אַקיעראַסי און סענסיטיוויטי פון די הויפן שטעלע, דרוק מאָס און לויפן מעטער איידער קאַנסטראַקשאַן.
אין-פּראָצעס קאָנטראָל

בעשאַס די קאַנסטראַקשאַן פּראָצעס, די פאלגענדע זאָל זיין באַצאָלט ופמערקזאַמקייט צו:
1 קוק די ווערטיקאַלאַטי פון די בויער רוט, די דרילינג גיכקייַט, די דרילינג לופטפּאַרבן, די דרילינג גיכקייַט און די ראָוטיישאַן גיכקייַט און די ראָוטיישאַן גיכקייַט און די ראָוטיישאַן גיכקייַט און די ראָוטיישאַן גיכקייַט און די ראָוטיישאַן גיכקייַט באַריכט;
2 קאָנטראָלירן די צעמענט סלערי מישן פאַרהעלטעניש און די מעזשערמאַנט פון פאַרשידן מאַטעריאַלס און אַדמעטיקס, און טרוטאַדפאַלי רעקאָרדעד די ינדזשעקשאַן דרוק, ינדזשעקשאַן באַנד בעשאַס ינדזשעקשאַן גראַוטינג;
3 צי די קאַנסטראַקשאַן רעקאָרדס זענען גאַנץ. די קאַנסטראַקשאַן רעקאָרדס זאָל רעקאָרדירן די דרוק און לויפן און לויפן דאַטן אַמאָל יעדער 1 ם פון ליפטינג אָדער אין דעם קנופּ פון באָדן שיכטע ענדערונגען און לאָזן בילד דאַטן אויב נייטיק.
פּאָסטן-קאָנטראָל

נאָך די קאַנסטראַקשאַן איז געענדיקט, די ריינפאָרסט באָדן זאָל זיין ינספּעקטיד, אַרייַנגערעכנט: די אָרנטלעכקייַט און יונאַפאָרמאַטי פון די קאַנסאַלאַדייטאַד באָדן; די עפעקטיוו דיאַמעטער פון די קאַנסאַלאַדייטאַד באָדן; די שטאַרקייט, דורכשניטלעך דיאַמעטער און הויפן צענטער פון די קאַנסאַלאַדייטאַד באָדן; די ימפּערמעאַביליטי פון די קאַנסאַלאַדייטאַד באָדן, עטק.
1 קוואַליטעט דורכקוק צייט און אינהאַלט
זינט צעמענט באָדן סאַלידאַפאַקיישאַן דאַרף אַ געוויסע צייט, בכלל מער ווי 28 טעג, די ספּעציפיש באדערפענישן זאָל זיין באזירט אויף דער פּלאַן דאָקומענטן. דעריבער, די דורכקוק פון די קוואַליטעט פוןMJS ספּרייינגקאַנסטראַקשאַן זאָל בכלל זיין געפירט אויס נאָך די MJS הויך-דרוק שפּריץ גראַוטינג איז געענדיקט און די עלטער ריטשאַז די ספּעציפיצירט צייט אין דער פּלאַן.
2 קוואַליטעט דורכקוק קוואַנטיטי און אָרט
די נומער פון דורכקוק פונקטן איז 1% צו 2% פון די נומער פון קאַנסטראַקשאַן ספּרייינג האָלעס. פֿאַר פּראַדזשעקס מיט ווייניקער ווי 20 האָלעס, אין מינדסטער איין פונט זאָל זיין ינספּעקטיד און די דורכפאַל זאָל זיין ספּרייד ווידער. דורכקוק פונקטן זאָל זיין עריינדזשד אין די פאלגענדע לאָוקיישאַנז: לאָוקיישאַנז מיט גרויס לאָודז, שוץ, שוץ צענטער שורות און לאָוקיישאַנז ווו אַבנאָרמאַל טנאָים פאַלן בעשאַס קאַנסטראַקשאַן.
3 דורכקוק מעטהאָדס
די דורכקוק פון שפּריץ גראָוטינג מערז איז דער הויפּט מאַקאַניקאַל פאַרמאָג דורכקוק. אין אַלגעמיין, די קאַמפּרעסיוו שטאַרקייט אינדעקס פון דער צעמענט באָדן איז געמאסטן. דער מוסטער איז באקומען דורך דרילינג און קאָורינג אופֿן, און עס איז געמאכט אין אַ נאָרמאַל פּרובירן שטיק. נאָך באַגעגעניש די באדערפענישן, דרינענדיק גשמיות און מעטשאַניקאַל פאַרמאָג טעסטינג איז געפירט אויס צו קאָנטראָלירן די יונאַפאָרמאַטי פון די צעמענט באָדן און די מעטשאַניקאַל פּראָפּערטיעס.
פּאָסטן צייט: מאי -3-2024